自动高速装盒机纸盒开盒机构技术原理分析及设计

自动高速装盒机是目前市场上比较热门的装盒设备,相对其他技术的装盒机,具有运动机构协调,包装速度快的优势,采用了连续旋转式的开盒机构,无间歇,连续装盒。装盒速度均在100盒每分钟以上。
自动高速装盒机的核心技术在于纸盒打开机构,也称之为连续开盒机构,本文详细介绍自动高速装盒纸盒打开机构设计方案,该机构能实现自动高速装盒机的开盒动作。
如果您还不知道什么是自动高速装盒机?那么可以点击以下的图片链接,通过利悦自动高速装盒机产品的视频图片来了解什么是自动高速装盒机,否则此篇纸盒打开机构方案设计您可能理解起来有点费力或根本看不明白,当然你还需要具备点机械设计的知识。

工艺动作过程分析
自动高速装盒机打开纸盒的工艺流程为:
①将扁平纸盒从纸盒架吸出
②纸盒稍微打开
③将纸盒送到传送带上
④纸盒完全打开。
自动高速装盒机的开盒机构的转盘中,可设计多个的吸盘,吸盘的个数在转盘同等转速下,开盒速度成倍数关系,以上的利悦自动高速装盒机案例中则是在转盘采用三个吸盘。
为方便理解自动高速装盒机的开盒机构,以下我们采用单吸盘对开盒机构进行讲解。
打开纸盒机构的流程如图2所示,真空吸盘将纸盒从纸盒架上吸出后在挡块处将纸盒稍微打开,然后将纸盒传送到传送带上,靠传送带上的挡板将纸盒完全打开。为了方便说明机构运动过程,省略了气动控制回路等辅助机构,选用气阀控制真空吸盘实现纸盒的抓放。
其工艺动作步骤如下:
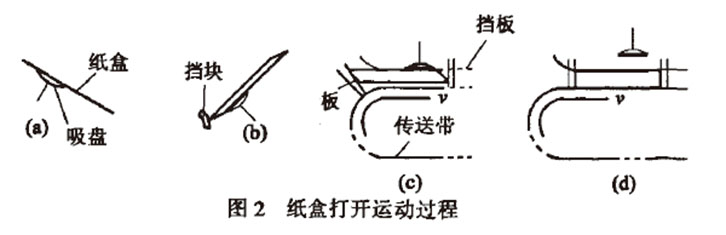
第一步:吸盘在吸纸盒位置停顿一段时间(此为吸盘吸纸盒的时间),从纸盒架吸出纸盒,如图2(a)所示。
第二步:控制吸盘向回转中心方向移动使纸盒在挡块作用下稍微打开(此时由于压扁的纸盒可能粘在一起,将纸盒稍微打开有利于第三步的进行),如图2(b)所示。
第三步:控制吸盘向回转中心方向移动,保证纸盒能够卡在挡板和传送链之间,并设计吸盘到回转中心的距离,保证纸盒沿水平方向的速度与传送带的速度相配合,从而确保挡板移动到水平位置时将纸盒顺利打开如图2(c)所示。
第四步:吸盘放开纸盒,开始另一个循环如图2(d)所示。
机构的组成及原理
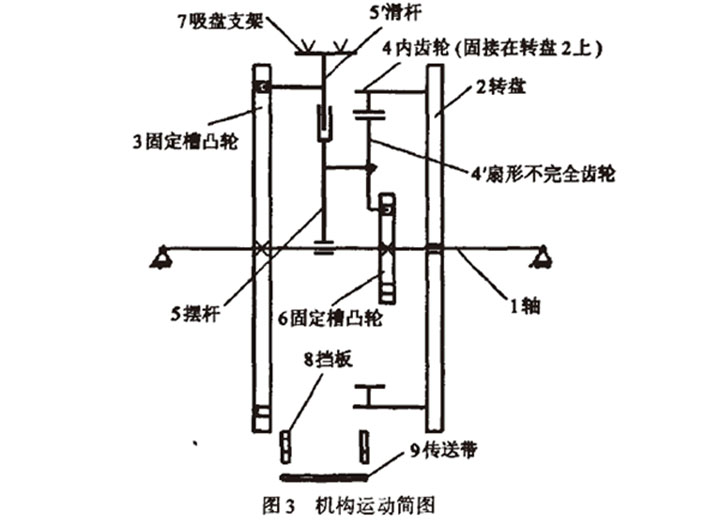
机构采用垂直面上的回转型工艺过程执行路线,通过吸盘传送带的配合运动完成纸盒打开过程。
如图3所示,轴1为整个纸盒打开机构的固定轴,通过轴1固联槽凸轮3和槽凸轮6,电机通过外联传动链带动转盘2以匀速ω转动。吸盘支架7和摆杆5'固接,摆杆5在槽凸轮3作用下,沿径向方向位移。内齿轮4与转盘2固接,以匀速ω转动。扇形齿轮4,啮合内齿轮4,在转盘带动下使摆杆5绕轴l旋转,另扇形齿轮 4',在槽凸轮6作用下反向回转,从而可以使摆杆5停止不动,为吸盘吸取纸盒留出时间。挡板8固定不动,使得纸盒进入传送带时能顺利卡在传送带9上。
机构运动分析
将图3所示的机构表示成图4所示的机构传动简图,能更好的分析机构运动。吸盘支架7与摆杆5'固连。构件3、5'组成直动从动件滚子凸轮机构。构件5、5'组成滑块机构。构件4、4,组成齿轮机构。构件4'、5组成摆动从动件滚子凸轮机构。
结构上设计成一体的和内齿轮4与转盘2通过螺纹连接,作为主动件以匀速ω转动。与摆杆5成滑块机构的摆杆5'中间连着滚子在凸轮3作用下沿径向移动,保证吸盘能够到达需要的位置。铰接在摆杆5上的扇形不完全齿轮4,与内齿轮4啮合,另一端带滚子沿着槽凸轮6的凸轮轨迹运动;当滚子端运动到凸轮6的升程段,在内齿轮4的啮合作用下,使扇形齿轮4,产生一个回转的角位移,从而使摆杆5停滞,此时吸盘已在凸轮3作用下到达指定位置开始吸取纸盒。在挡块11作用下, 纸盒稍微打开。当纸盒卡在挡板8和传送带9之间时,随着卡板10的向前移动纸盒完全打开。动作完成后,吸盘放开纸盒,开始另一个循环。
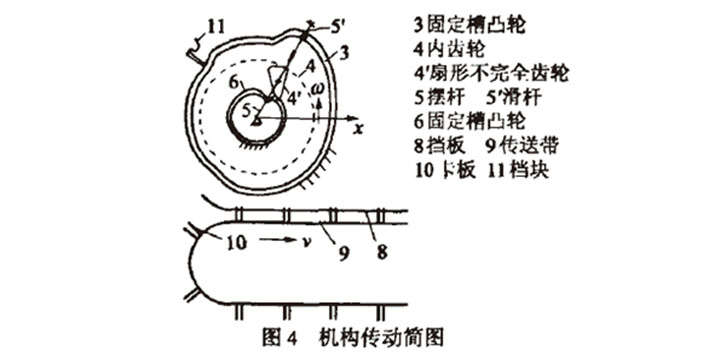
为了分析方便,反转机架。构件4不动,槽凸轮6以ω匀速转动。齿轮机构的主、从动运动关系为i=z4'/z4=θ4/θ4',扇齿轮4,的最大摆角θ4,=(z4×θ4)/z4'式中,以是凸轮6从动件的最大摆角。θ4为摆杆5相对内齿轮4的最大摆角,由于本机构要求在凸轮升程这段时间(即吸盒时间)内摆杆5不动,因此六即为相对应时间内齿轮4的转角。
根据确定的机构运动循环,选用合适的从动件运动规律,则可以设计出凸轮6的轮廓曲线。由吸盘与纸盒架、吸盘与挡板及传送带的相对位置,可得摆杆5’的位移线图。选用合适的从动件运动规律,同样可设计出凸轮3的轮廓曲线。
图5简略地画出了机构的工作循环图。
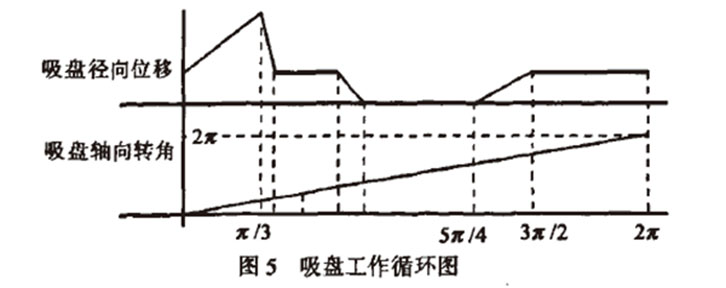
整个机构的动作行程控制由凸轮分配轴实现。该机构的核心构件为3和6这两个凸轮。对凸轮廓线的详细设计可以保证该机构的动作协调、位置精确度和高速性能。
为了提高生产率,可在转盘周向均匀布置3~6套相同的纸盒打开机构,共用凸轮3和6控制,顺序完成药盒张开过程。这样在满足工艺要求又不提高转速的情况下提高了机构的效率。
机构的优点分析
对于不同的纸盒尺寸,通过对调节转盘与传送带的相对位置即可满足一定尺寸范围,所以该机构对不同的纸盒产品有较强的生产柔性。同时通过合理的布局设计,可使机构做到结构紧凑,所占空间小,生产效率高。对机构尺寸的精确分析和设计,尤其是对凸轮廓线的详细设计,可满足需要的高机构运动精度和动力学特性。
结束语
不论你是机械设计的专家或是设计刚毕业的学生,对自动高速装盒机的开盒机构有不清楚或是有更好的解决方案,欢迎您通过利悦官网的在线客服,与我们联系。